




Gelappte Kegelzahnrad sinn déi heefegst Zorte vu Kegelzahnrad, déi a Getriebemotoren a Reduktiounsgetrieber benotzt ginn. Den Ënnerscheed am Verglach mat geschliffene Kegelzahnrad huet béid hir Vir- an Nodeeler.
Virdeeler vun geschliffene Kegelzahnrad:
1. D'Uewerflächenrauheet vun der Zänn ass gutt. Duerch d'Schleife vun der Zännoberfläche no der Hëtzt kann d'Uewerflächenrauheet vum fäerdege Produkt iwwer 0 garantéiert ginn.
2. Héich Präzisiounsqualitéit. De Prozess vum Schleifen vun Zännrieder ass haaptsächlech do fir d'Deformatioun vum Zännrad während dem Wärmebehandlungsprozess ze korrigéieren, fir d'Genauegkeet vum Zännrad no der Fäerdegstellung ze garantéieren, ouni Vibratiounen beim Héichgeschwindegkeetsbetrib (iwwer 10.000 rpm), an fir den Zweck vun der präziser Kontroll vum Zännradgetriebe z'erreechen;
Nodeeler vu geschliffene Kegelzahnrad:
1. Héich Käschten. D'Schleife vun Zännrieder erfuerdert verschidde Maschinnen, an d'Käschte vun all Zännriederschleifmaschinn sinn iwwer 10 Milliounen Yuan. De Produktiounsprozess ass och deier. Et gëtt eng Werkstatt mat konstanter Temperatur. D'Käschte vun enger Schleifscheif sinn e puer dausend, an et gëtt Filteren, etc., sou datt d'Schleife méi deier ass, an d'Käschte vun all Set sinn ongeféier 600 Yuan;
2. Niddreg Effizienz a limitéiert duerch den Zännradsystem. Kegelzahnradschleifen gëtt op verschiddene Maschinnewierksgeschir duerchgefouert, an d'Schleifzäit ass op d'mannst 30 Minutten. An et kann d'Zänn net geschleift ginn;
3. Reduzéiert d'Leeschtung vum Produkt. Wat d'Produktleeschtung ugeet, läscht de Schleifprozess vun den Zännrieder déi bescht Schicht vun der Härtung vun der Uewerfläch vum Zännrad no der Hëtztbehandlung, an et ass dës Schicht vun der haarder Schuel, déi d'Liewensdauer vum Zännrad bestëmmt. Dofir schleifen entwéckelt Länner wéi Japan d'Kegelzahnrieder fir Autoen guer net.
Virdeeler an Nodeeler vu gelappte Kegelzahnrad
1. Héich Effizienz. Et dauert nëmmen ongeféier 5 Minutten fir e puer Zännrieder ze schleifen, wat fir d'Masseproduktioun gëeegent ass.
2. Den Effekt vum Geräischreduktioun ass gutt. D'Läppzänn ginn paarweis veraarbecht, an d'Konjugatioun vun den Zännoberflächen ass gutt. Déi agefaange Fläch léist de Geräischproblem staark an den Effekt vum Geräischreduktioun ass ongeféier 3 Dezibel méi niddreg wéi dee vun de Schleifzänn.
3. Niddreg Käschten. D'Läppung vun Zännrieder muss nëmmen op enger Maschinn gemaach ginn, an de Wäert vun der Maschinn selwer ass och méi niddreg wéi dee vun der Zännradschleifmaschinn. Déi benotzt Hëllefsmaterialien si méi niddreg wéi déi, déi fir d'Zännschleife gebraucht ginn.
4. Net limitéiert duerch Zännprofiler. Genee well d'Zänn net geschliffen kënne ginn, huet Olycon no 1995 erfollegräich d'Schleiftechnologie erfonnt, déi net nëmmen d'Zänn vun der selwechter Héicht veraarbechte kann, mä och Schrumpfzänn veraarbechte kann. An dës Technik huet déi gehärtet Uewerflächenschicht net zerstéiert.
Wann Dir Är gelept Kegelzahnrad kaaft, wéi eng Rapporte sollt Dir vun Ärem Liwwerant kréien? Hei drënner sinn eis, déi virun all Liwwerung un d'Clienten weiderginn ginn.
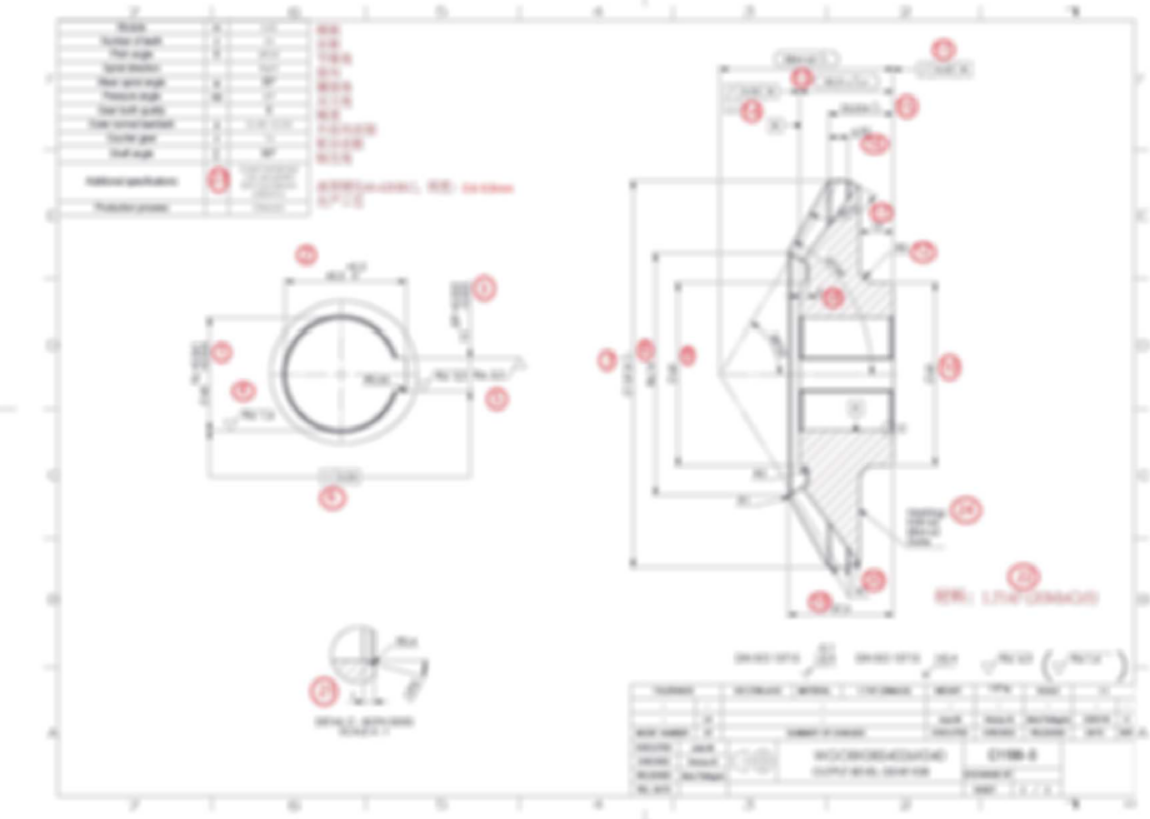
1. Bubble Zeechnung: mir hunn en NDA mat all Client ënnerschriwwen, sou datt mir d'Zeechnung onschaarf maachen
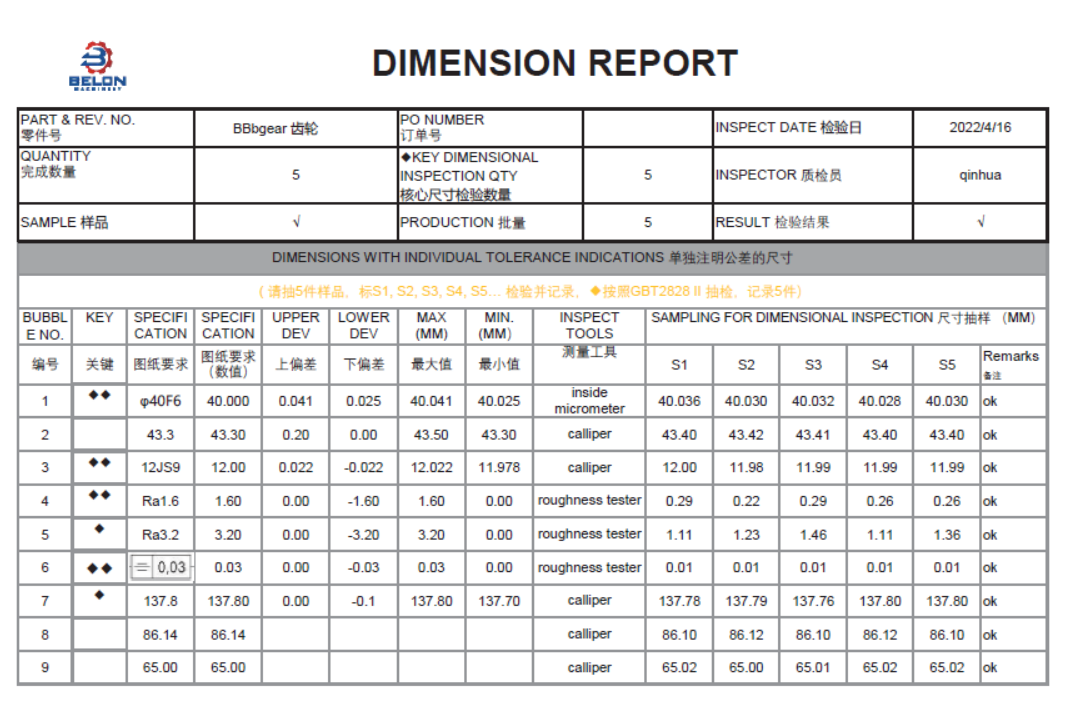
2. Rapport iwwer Schlësseldimensioune
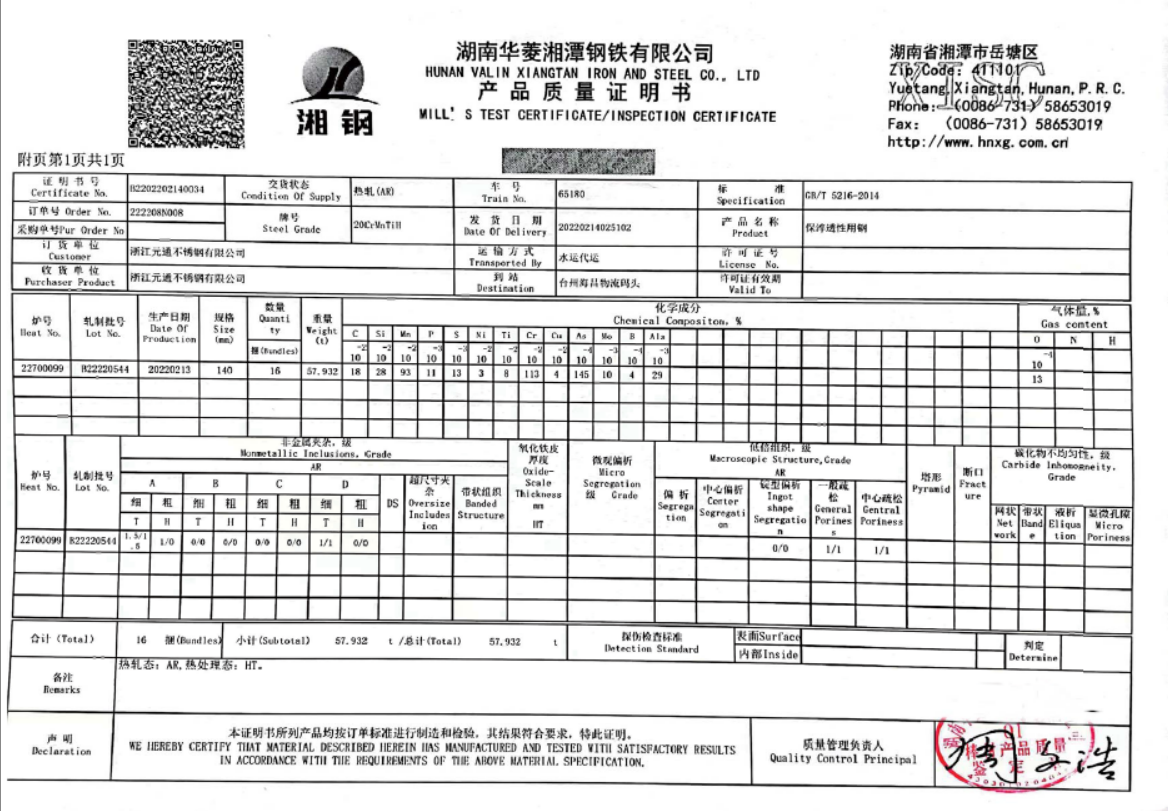
3. Materialzertifikat
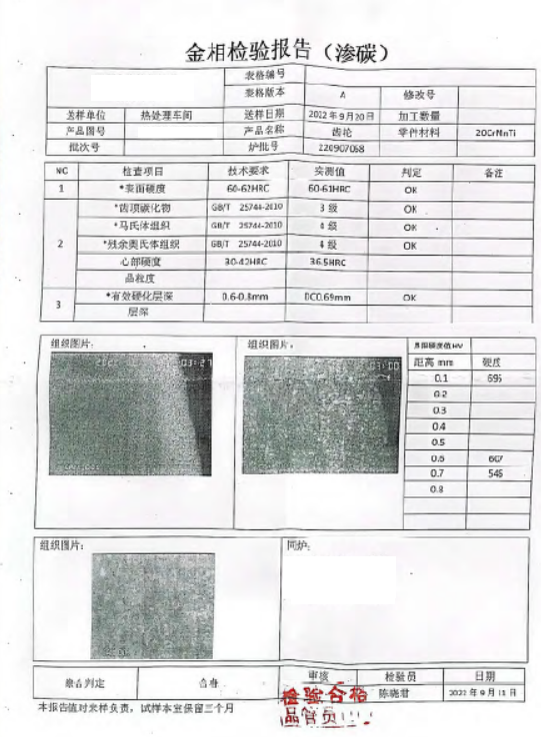
4. Hëtzebehandlungsbericht
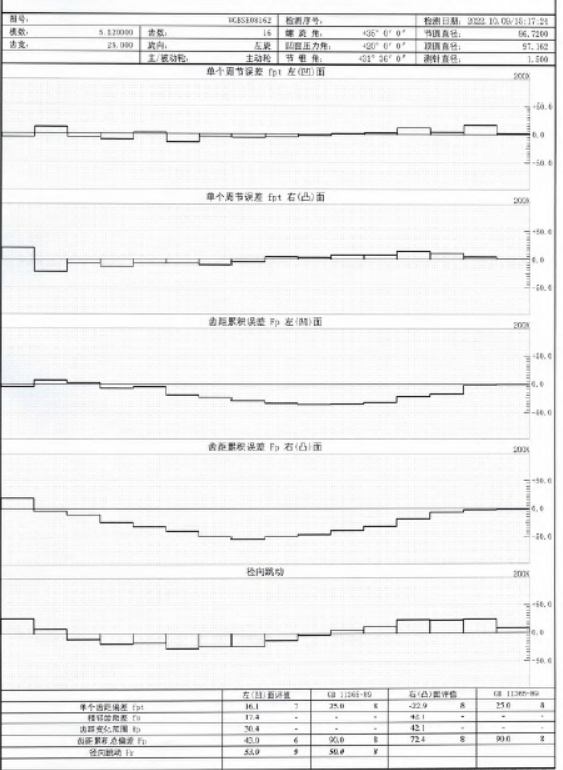
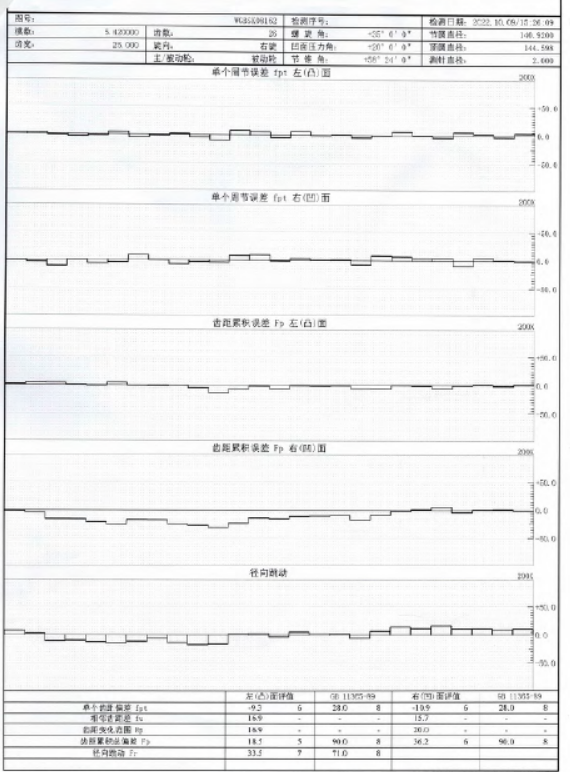
5. Genauegkeetsbericht
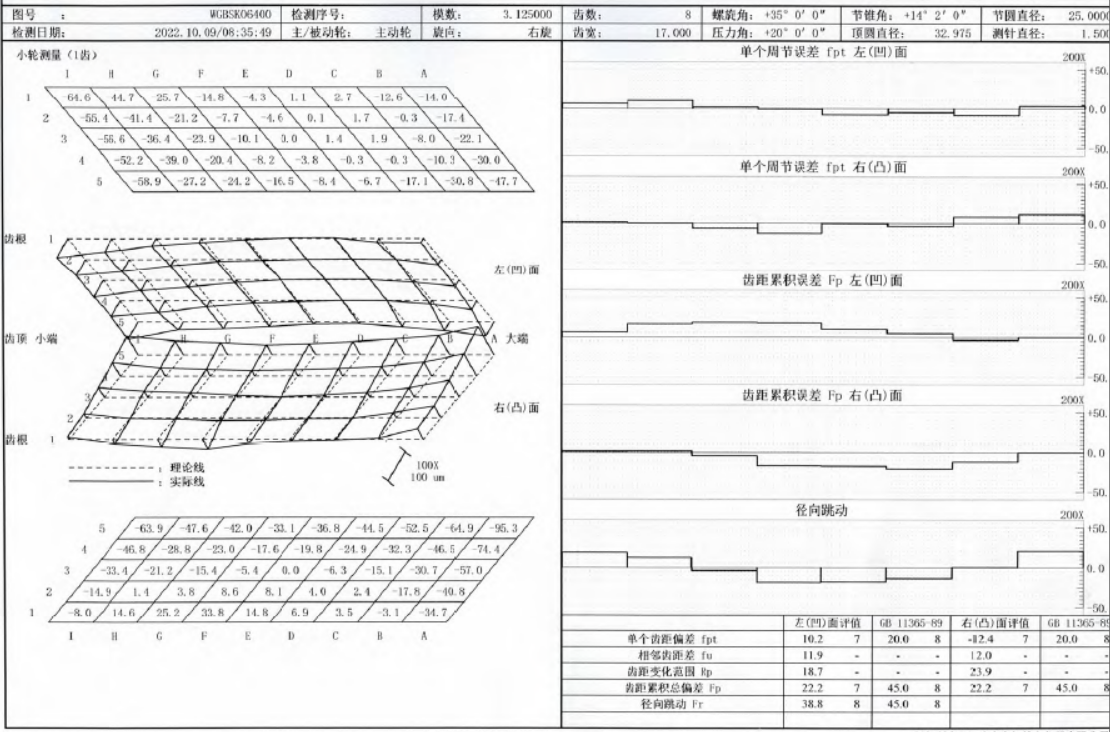
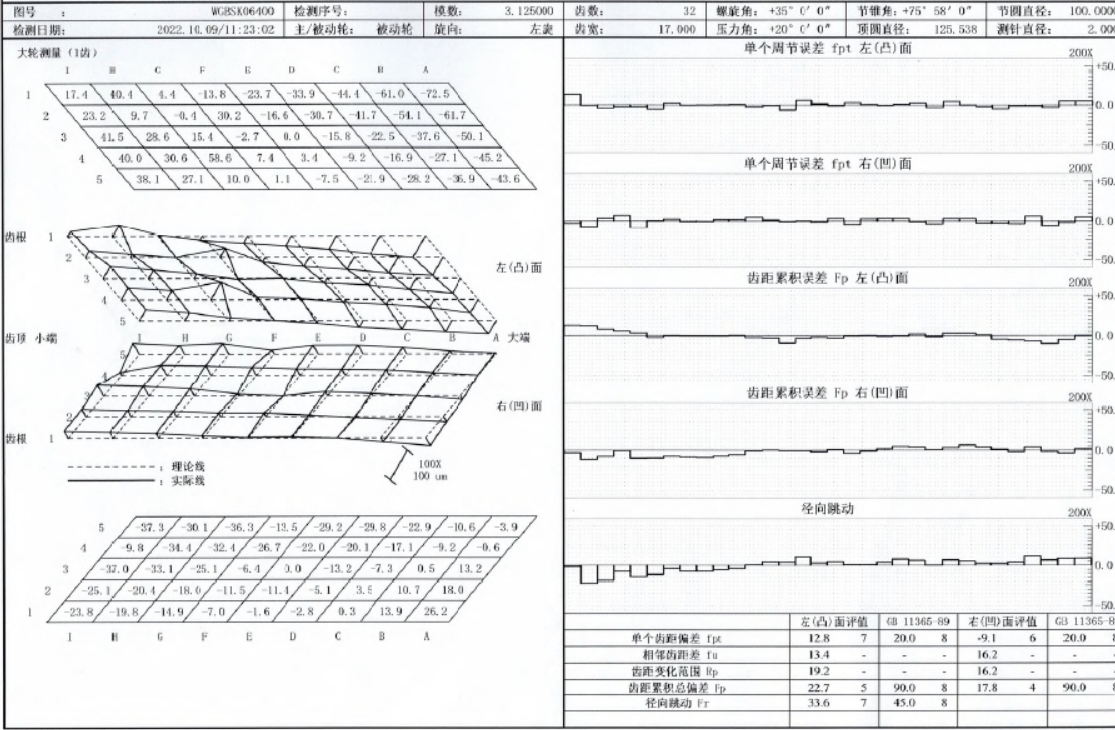
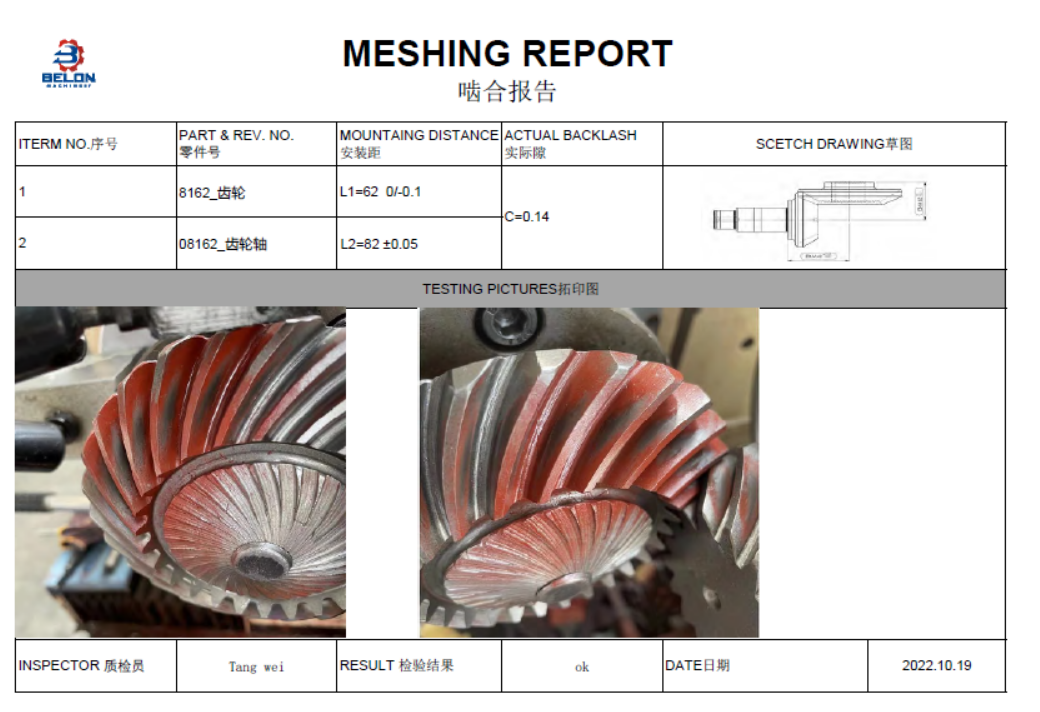
6. Meshing-Rapport
Zesumme mat e puer Testvideoen, déi Dir ënnert dem Link hei ënnendrënner kucke kënnt
Grëfftest fir Läpkonuszahnrad - Mëtteldistanz- a Spilltest
https://youtube.com/shorts/5cMDyHXMvf0
Uewerflächenauslafprüfung | fir d'Lagerfläch op Kegelzahnrad
https://youtube.com/shorts/Y1tFqBVWkow
Zäitpunkt vun der Verëffentlechung: 03. November 2022